
刀具制造丨浅谈U钻的特点
发表于 2016-04-24 19:05
U钻又叫做浅孔钻或者快速钻,但是标准的叫法应该是可转位刀片式钻头,标准U钻的长径比通常在3D到5D。
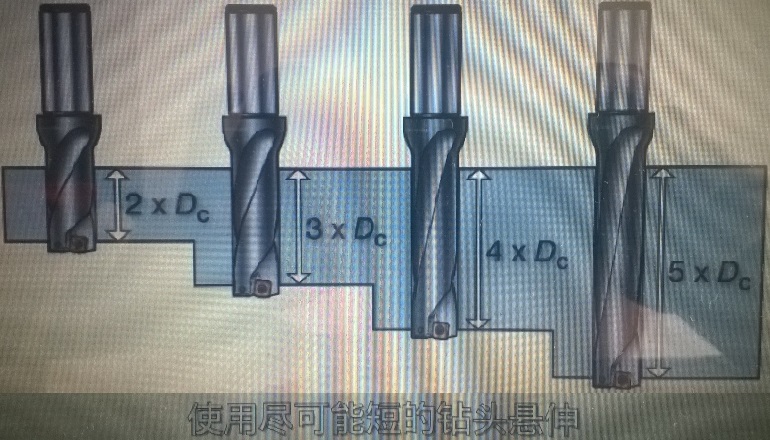 U钻长径比的示意图
U钻长径比的示意图
U钻与普通麻花钻头的区别在于U钻的前端是安装两个或者两个以上的刀片进行切削加工。中间刀片通常选择韧性较好的刀片,而周边刀片通常选择比较锋利的刀片,这样刀具的断屑效果比较好,利于加工中的排屑。
由于U钻前端安装刀片,所以在刀具磨损后只需要更换刀片即可,这样不影响刀体本身的使用寿命。又由于刀片有不同的牌号,在加工不同材质的工件时只需安装相应牌号的刀片就可以加工,经济性比传统的钻头好很多,节省刀具采购成本。
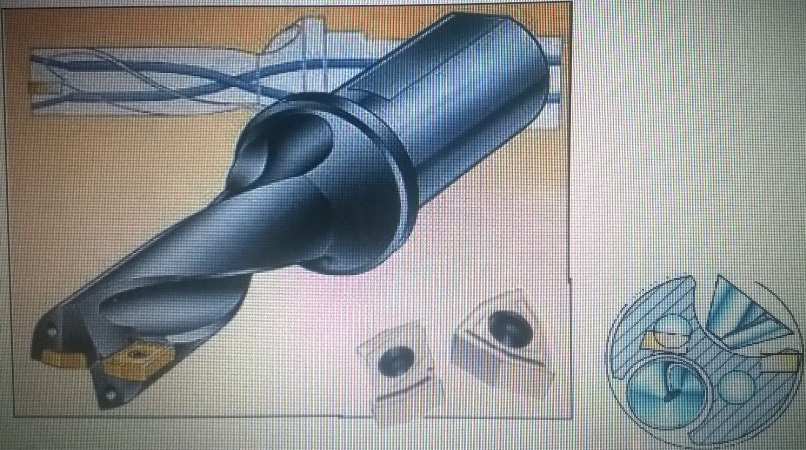 U钻的结构
U钻的结构
U钻做为最低单孔加工成本的工具,其加工效率要比传统的麻花钻高2倍左右。因其刚性好的特点可以直接在工件上打孔,节省了中心钻打引导孔的工序进而节省了加工时间。
 U钻的外形
U钻的外形
U钻的前端由于安装刀片的原因导致无法加工直径小于12MM以下的盲孔,但正是由于这个结构特点,U钻反而可以加工最大直径在50MM到60MM左右的盲孔,这样也可以当做一把镗刀使用了。
U钻是一种内冷钻头,对冷却液的要求很高。U钻的直径越大冷却液的流量就越大,长径比越大流量也越大。冷却的效果好坏影响孔的加工质量和刀具本身的使用寿命,希望在使用的时候要多和刀具供应商进行沟通并且按照供应商提供的参数进行试切。
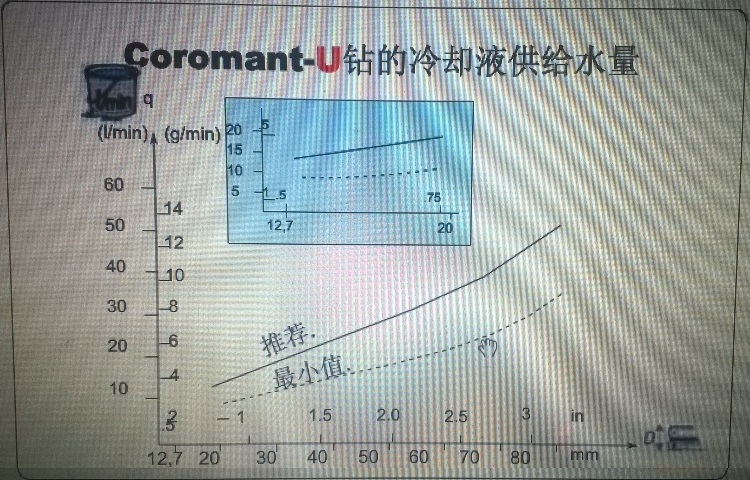 U钻冷却水量的分析
U钻冷却水量的分析
作者简介:毕磊,85年生,从2010年接触数控刀具已6年,喜欢研究数控刀具。
2011年进入大连富士工具技术部从事非标数控刀具的设计工作,主要设计的产品有镗刀柄,U钻,面铣刀,对相关产品的设计及应用有一定的了解。
在2014年10月离开富士工具后,在另一大型刀具代理公司从事刀具试切和刀具选型等工作,现求职中。

微信bilei0115
一直对刀具的应用很感兴趣,想了解和学习到更多的切削知识,希望找一个合适的平台,通过自己努力工作去积累更多的经验,给公司给用户带来最大的回报。用自己的实际行动去证明存在的价值,相信可以做的更好,研究数控刀具乐在其中。
《刀具工程师技术交流群》
QQ群号:474128281(1000人)
投稿请加微信daojie8或QQ3305605010







评论 (0人参与)
最新评论