
论X-FIX铰刀在压缩机行业的应用
发表于 2016-06-20 15:21
众所周知,空压机机体零件的材质多为球墨铸铁,也有采取碳钢制造。常见的毛坯为铸件,加工余量一般在5-8mm。加工难点为两转子孔和一个滑阀孔,其中滑阀孔的要求最高。滑阀孔中装有运动组件滑阀,用来调节空压机的容积流量,其中两轴孔俗称8字孔。
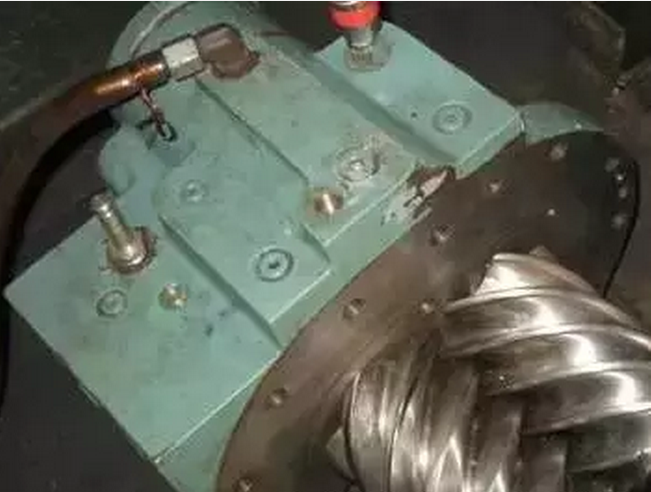
这三个孔的精度是影响压缩机性能的关键,也是每个厂家的核心科枝含量所在。三孔的主要精度要求如下:尺寸精度要求:孔径尺寸公差IT 6-7级;2,形位公差要求:两转子孔和底部装配承轴孔的同心度要求、两孔的平度行度要求、圆柱度要求等;3,表面粗糙度要求:三孔的孔壁粗糙度一般要求在Ra0.8—1.2 µm。
零件工艺分析
加工重点和难点 :三孔都是半圆孔,存在着严重的断续加工,加工难度大。刀具在切削过程中,难免会存在让刀、振动和切削力不平衡的现象。这会使工件已加工表面会存在振纹,很难保证加工工件的尺寸精度和表面质量。
工艺路线:粗镗 --- 半精镗 — 精铰(采用X-FIX铰刀)。
工艺说明:粗镗(去除余量) --- 半粗镗(修正余量,校正孔的位置度和直线度) ---- 精铰X-FIX铰刀(保证孔的尺寸精度要求)。
山高X-FIX铰刀
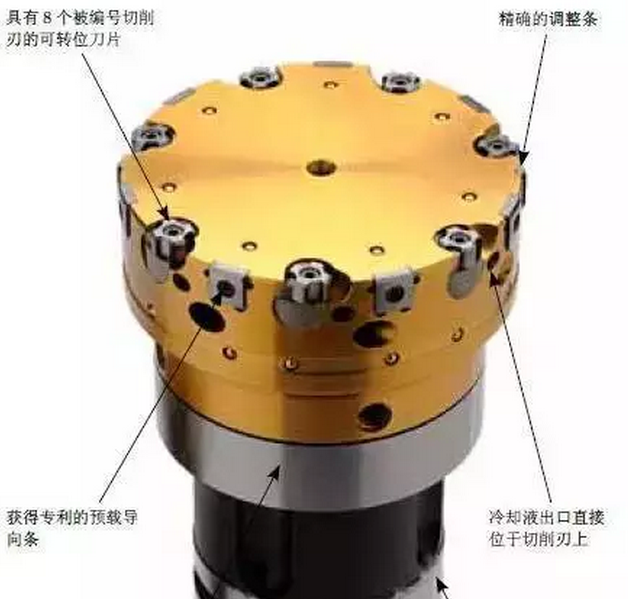
X-FIX铰刀是山高刀具公司推出的大直径多齿铰刀产品,直径范围39.5 - 154.5 mm。X-FIX的刀片可调,可获得高精度IT6-7级的精度。X-FIX铰刀采用模块式结构,其最大加工深度为6.5XD。由于摒弃了导条式铰刀调整繁琐的缺点,倒锥要求由精密制造的刀片座保证,因此无需调整,而设置直径仅靠一个螺钉即可。
该铰刀的另一特征是预加载刀片的应用,能保证在切削过程中最大的稳定性,特别在不稳定的工况下。它比固定导条结构的刀具提供更好的支撑。此外,X-FIX铰刀提供两种可转位刀片供选择,刀片具有四或八个切削刃,使其拥有极佳的经济性。
加工案例
某重点空调企业加工压缩机滑阀孔,工件材质QT450,孔径Ø107(+0.022/0)mm,孔深230 mm,圆柱度0.008 mm,与两轴孔平行度0.02 mm,表面粗糙度要求Ra0.8µm。
机床采用日本MITSUKSEIKI卧式加工中心,刀柄BT50,切削液为15%乳化液,压力20 M pa。
客户之前采用某日系品牌精镗刀并使用CBN刀片来加工,经常出现尺寸不稳定、圆柱度不达标现象,而且单齿精镗刀的加工效率低下。现在客户采用山高的X-FIX多齿精铰刀,使用效果良好,尺寸稳定,各项指标均能达到要求,加工时间只有原来的1/4。该铰刀将被推广到更多的孔加工应用。






评论 (0人参与)
最新评论